Dissimilar joints especially aluminum (Al) to copper (Cu) have been drawn enormous attention in recent years. Challenges of joining aluminum to copper could be (1) high thermal conductivity and high reflectivity of these metals and (2) formation of Intermetallic Components (IMCs). To overcome these shortcomings, a method is presented for dissimilar joining aluminum to copper with stainless steel 316L interlayer. The method is included laser welding and laser material deposition processes for creating bimetal and attaching it to the base metal. It has been seen this resulted joint was deeper and wider than previous studies.

Research Highlights
- A novel method was improvised to join aluminum to copper, which can be applied in several applications of aluminum to copper dissimilar joining.
- The resulted joint was superior compared to conventional joining methods of aluminum to copper featuring a metallurgical bond and good mechanical characteristics.
Challenges
Laser welding of aluminum to copper has two different challenges. Firstly, because of the high thermal conductivity and high reflectivity of aluminum and copper, most laser beams dissipated and are wasted during the welding process. Therefore, reaching the melting temperature required higher laser sources. Secondly, Al/Cu welding has some difficulties due to their significant chemical and physical differences. The most important issue is while mutual solubility between the two metals occurs in the liquid state, which results in formation of intermetallic components (IMCs). IMCs have higher brittleness and lower mechanical strength than the base materials, which leads to reduction of performance of the weld joint. Thus, a study, which provides novel method with minimum IMCs was needed.
Our Solution
Few researchers used interlayers like Ni for addressing IMCs formation, since they can prevent the reaction between Al and Cu during the process. Following this idea, a Stainless steel 316L interlayer was implemented to improve the Al/Cu weld quality. Since mixing of aluminum and copper is avoided by stainless steel interlayer, the joint is expected to have high-quality with good geometrical, metallurgical, and mechanical properties. This method includes tree steps as are explained in the following paragraphs.
First, stainless steel 316L/copper bimetal was selected as the interface between aluminum and copper. Therefore, an overlap laser welding was utilized for the formation of Cu/SS bimetals. Because of the lower reflectivity of stainless steel, it was put above and multiple parallel weld seams were performed. As demonstrated in Figure 2-A, 316L/copper bimetal plate was formed by laser welding process.

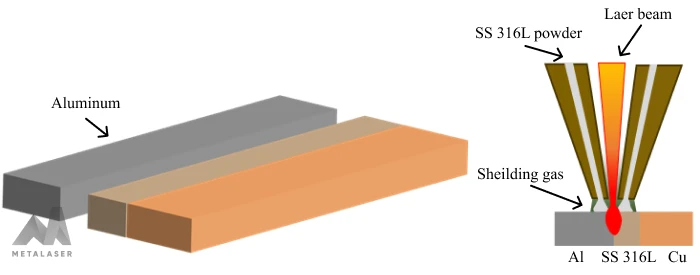
Second, the resulted bimetal plate was cut into several bimetal strips by a laser cutting machine as shown in Figure 2-B. Then, in the third and last step, these bimetals are considered as the intermediate between aluminum and copper. Laser Material Deposition (LMD) process was utilized for joining the stainless-steel side of the bimetal to aluminum as depicted schematically in Figure 3. Note that, the stainless steel powder was used as deposition material. The use of this method eliminates the need for direct bonding of aluminum to copper. Despite this fact, a geometrical and metallurgical analysis can be good proof of the utility of this method.
The optical microscope photograph of aluminum to copper joint is demonstrated in Figure 4-A. As it can be seen, a metallurgical bond was created between stainless steel-aluminum and stainless steel-copper. Because of steel strips, this leads to metallurgical bond of aluminum-copper. Metallurgical bonds improve the mechanical characteristics of joints including thermal properties of joints and make them suitable for many applications like heat exchangers.
Since no mixing has occurred between copper and aluminum, a ductile weld with desired mechanical properties will be achieved. Moreover, several piercings of stainless steel were observed in the boundary of aluminum-stainless. Since the piercings create a kind of mechanical locking, it will also have a positive effect on the bond’s strength.

The geometriacal characteristics of the joint considered on a processed image of the joint as shown in Figure 4-B. The current joint has wider and deeper fusion zone compared to conventional methods of joining aluminum to copper. This joint provides considerable geometrical characteristics with small laser power, which leads to low-cost production, compared to conventional methods.
The only problem that arose during this experiment was micro-cracks. The effect of these microcracks on the mechanical characteristics and the solutions for avoiding them will be investigated in future studies.
Outcomes
- Aluminum to copper joint was resulted without any fusion of base metals into each other’s and avoided any brittle Intermetallic components (IMCs) formation.
- Wider and deeper welds were possible utilizing the current method with low laser power comparing with conventional methods.
- Piercings and micro-cracks are observed that affect the overall strength of the weld. In summary, piercings increase the overall strength due to mechanical locking.
Related Publications
Aluminum to copper dissimilar laser joint using stainless steel 316L bimetal
Fariborz Eshraghi, Seyedeh Fatemeh Nabavi, Mohammad H. Farshidianfar, Anooshiravan Farshidianfar
International Conference on Mechanical Engineering (ISME2022)